MST-5中温锌系磷化剂
- 产品详情
简介
MST-5锌系中温磷化剂是揉合日本先进配方,经我公司技术人员研究出的最新产品。它具有高效浓缩的特点,在中温情况下,可在金属表面形成均匀、细密的银灰色或灰色磷化膜,增强漆膜的附着力与漆膜表面的光洁度,提高金属的抗腐蚀能力。它广泛用于汽车、自行车、家用电器、钢木家俱等的涂装前处理,适合于喷淋、浸渍的自动和半自动涂装生产线。
物化指标
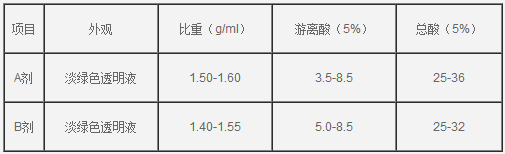
使用指南
工艺流程:除油除锈→水洗→表调→磷化→水洗→干燥→涂装
MST-5A剂用于槽液配制,用量为3%-5%
按槽液量的0.4-0.7‰加NaOH时用少量水溶解,然后慢慢加入并快速搅拌,至絮状物全部消失止。
按槽液7‰添加锌系促进剂,搅拌使之混合均匀。
检测槽液酸度和促进剂点数,一般控制游离酸0.5-1.2点,总酸20-18点,酸比13-20,促进剂0.8-1.5点。
工艺参数符合要求后,升温至45℃-55℃,即可进行磷化处理、处理时间为2-5分钟。
MST-5B剂为使用过程中槽液的补加剂,补加量根据总酸度下降点数而定,一般每添加B剂1.5‰,总酸上升一个点。
槽液检测
总酸、游离酸的测定
①样液的制备:用1000ml容量瓶,取原液60kg,加净水至刻度处,摇匀得6%(W/V)样液。
②总酸:用移液管取10ml样液注入锥形瓶,加50ml蒸馏水,再加3-5滴总酸指示剂,用0.1NNaOH标准液滴定由白色变为稳定的粉红色为终点,所消耗的NaOH溶液的毫升数即为总酸度的点数。
③游离酸:用移液管取10ml样液注入锥形瓶,加50ml蒸馏水,再加3-5滴游离酸指示剂,用0.1NNaOH标准液滴定,由黄绿色变为蓝紫色即为终点,所消耗的NaOH溶液的毫升数即为游离酸点数。
促进剂点数的测定:取60ml工作液,注入发酵管中,加入BP粉2-3g,用蒸馏水加满,用手封住开口处倒置一次,然后静止约一分钟,发酵管顶部发气量的毫升数即为促进剂浓度的点数。
使用中可能发生的质量问题及解决方法
包装储运
采用塑料桶包装,每桶净重35KG。
运输过程中,每桶承压不超过40KG。
置阴凉干燥处存放,堆放高度不超过二层。
注意事项
必须是无油无锈的工件方可磷化,除油、除锈不净的工件,磷化效果不好。
由于钢铁基材的性质不同,磷化膜颜色由灰至深灰色均属正常。
应把酸比控制在一定比例范围。也即总酸度高时,游离酸度也相应提高;总酸度低时,游离酸度也相应降低。